


长期以来搏远金属制品有限公司坚持“发展经济、服务社会”的经营宗旨,以 辽宁鞍山法兰毛坯市场为导向,以科技为依托,科学管理,科学决策,不断总结积累生产技术经验,积j i引进先进的生产技术和设备,努力提高生产技术水平,提高 辽宁鞍山法兰毛坯产品科技含量,保持生产技术水平始终处于同行业较前位置。同时建立了一整套完善的售后服务体系,优化 辽宁鞍山法兰毛坯服务质量,注重服务实效,健全市场管理。跟踪市场调查,反馈用户意见,诚实守信,满足用户要求,取得良好效果。通过不断努力,企业管理水平明显提高, 辽宁鞍山法兰毛坯规模效益逐步扩大,企业综合实力不断增强,企业已迅速迈入经济发展的快车道,企业发展前景广阔。



2锻造工艺过程一般由以下工序组成,即选取优质钢坯下料、加热、成形、锻后冷却。锻造的工艺方法有自由锻、模锻和胎膜锻。生产时,按锻件质量的大小,生产批量的多少选择不同的锻造方法。 自由锻生产率低,加工余量大,但工具简单,通用性大,故被广泛用于锻造形状较简单的单件、小批生产的锻件。自由锻设备有空气锤、蒸汽-空气锤和水压机等,分别适合小、中和大型锻件的生产。模锻生产率高,操作简单,容易实现机械化和自动化。模锻件尺寸精度高,机械加工余量小,锻件的纤维组织分布更为合理,可进一步提高零件的使用寿命。自由锻的基本工序:自由锻造时,锻件的形状是通过一些基本变形工序将坯料逐步锻成的。自由锻造的基本工序有镦粗、拔长、冲孔、弯曲和切断等。
镦粗 镦粗是对原坯料沿轴向锻打,使其高度减低、横截面增大的操作过程。这种工序常用于锻造齿轮坯和其他圆盘形类锻件。镦粗分为全部镦粗和局部锻粗两种。
拔长 拔长是使坯料的长度增加,截面减小的锻造工序,通常用来生产轴类件毛坯,如车床主轴、连杆等。
冲孔 用冲子在坯料上冲出通孔或不通孔的锻造工序。
弯曲 使坯料弯曲成一定角度或形状的锻造工序。
扭转 使坯料的一部分相对另一部分旋转一定角度的锻造工序。
切割 分割坯料或切除料头的锻造工序。
模锻模锻全称为模型锻造,将加热后的坯料放置在固定于模锻设备上的锻模内锻造成形的。 1.模锻的基本工序 模锻工艺过程:下料、加热、预锻、终锻、冲连皮、切边、调质、喷丸。常用工艺有镦粗、拔长,折弯、冲孔、成型。常用模锻设备 常用模锻设备有模锻锤、热模锻压力机、平锻机和摩擦压力机等。
通俗地讲,锻造法兰质量更好,一般是通过模锻生产,晶体组织细密,强度高,当然价格也贵一些。
无论是铸造法兰还是锻造法兰都属于法兰常用制造方法,看需要使用的部件的强度要求,如果要求不高,还可以选用车削制法兰。
割制法兰
在中板上直接切割出法兰的留有加工量的内外径及厚度的圆盘,再进行螺栓孔及水线的加工。这样生产出来的法兰就叫做割制法兰,此类法兰直径以中板的幅宽为限。
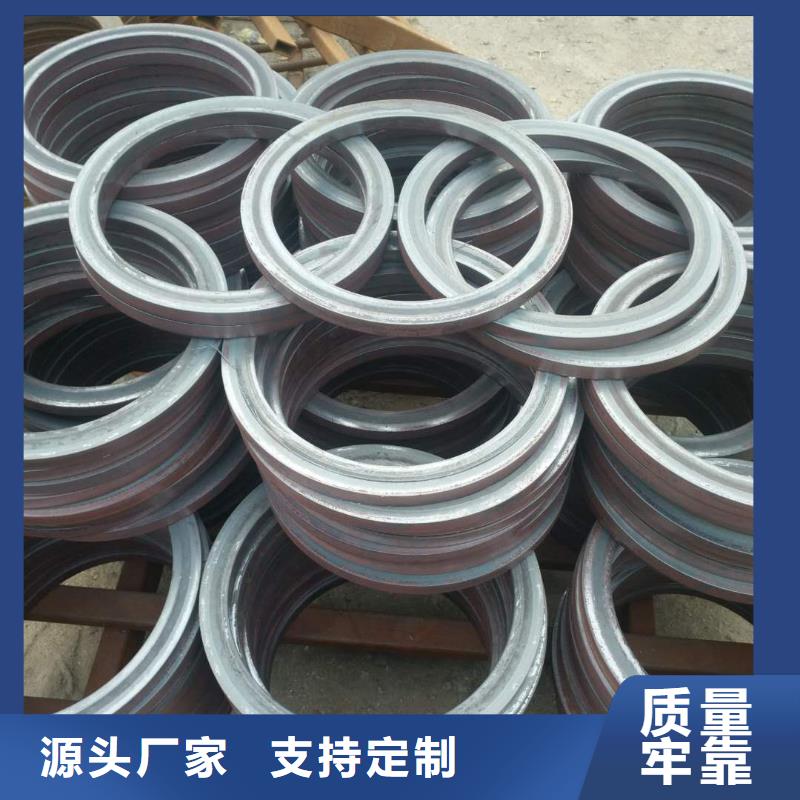
卷制法兰
用中板割条子然后卷制成圆的工艺叫做卷制,多用于一些大型法兰的生产。卷制成功之后进行焊接,然后压平,再进行水线及螺栓孔的工艺的加工。




使管子与管子相互连接的零件,连接于管端。法兰上有孔眼,螺栓使两法兰紧连。法兰间用衬垫密封。法兰管件(flanged pipe fittings)指带有法兰(突缘或接盘)的管件。它可由浇铸而成(图暂缺),也可由螺纹连接或焊接构成。法兰连接(flange,joint)由一对法兰、一个垫片及若干个螺栓螺母组成。垫片放在两法兰密封面之间,拧紧螺母后,垫片表面上的比压达到一定数值后产生变形,并填满密封面上凹凸不平处,使连接严密不漏。法兰连接是一种可拆连接。按所连接的部件可分为容器法兰及管法兰。按结构型式分,有整体法兰、活套法兰和螺纹法兰。常见的整体法兰有平焊法兰及对焊法兰。平焊法兰的刚性较差,适用于压力p≤4MPa的场合;对焊法兰又称高颈法兰,刚性较大,适用于压力温度较高的场合。法兰密封面的型式有三种:平面型密封面,适用于压力不高、介质的场合;凹凸密封面,适用于压力稍高的场合;榫槽密封面,适用于易燃、易爆、有毒介质及压力较高的场合。垫片是一种能产生塑性变形、并具有一定强度的材料制成的圆环。大多数垫片是从非金属板裁下来的,或由专业工厂按规定尺寸制作,其材料为石棉橡胶板、石棉板、聚乙烯板等;也有用薄金属板(白铁皮、不锈钢)将石棉等非金属材料包裹起来制成的金属包垫片;还有一种用薄钢带与石棉带一起绕制而成的缠绕式垫片。普通橡胶垫片适用于温度低于120℃的场合;石棉橡胶垫片适用于对水蒸气温度低于450℃,对油类温度低于350℃,压力低于5MPa的场合,对于一般的腐蚀性介质,常用的是耐酸石棉板。在高压设备及管道中,采用铜、铝、10号钢、不锈钢制成的透镜型或其他形状的金属垫片。高压垫片与密封面的接触宽度非常窄(线接触),密封面与垫片的加工光洁度较高。

